 // Outils technologiques //
// Outils technologiques //
L'extrudeur est une machine simple, mais incroyablement efficace pour traiter de grandes quantités de matière. De manière simple, la machine consiste en une vis sans fin motorisée et chauffée qui permet de passer faire passer une résine thermoplastique à l’état liquide en la faisant fondre. Il existe plusieurs types d’extrudeurs (simple vis, bi-vis, trivis, etc.). Aux fins de ce guide, nous nous concentrerons sur l’extrusion simple vis. La figure 1 illustre les principaux composants de l’extrudeur.
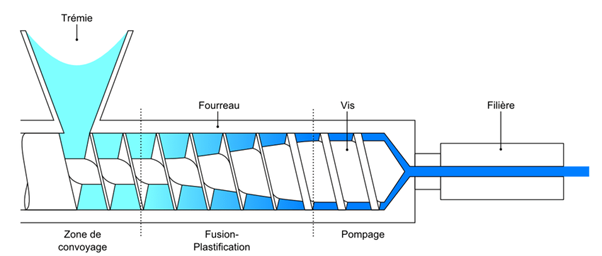
Il est possible de voir à la Figure 1 que le diamètre de la vis s’agrandit au long de son profil. Ainsi, au début du procédé (à gauche) la vis, en tournant sur elle-même, agit comme un convoyeur pour les granules de plastique. Au fur et à mesure que les granules de plastique progressent le long baril, l’espace rétrécit et des forces de cisaillement entre le baril, la vis et les granules font fondre ces dernières. Les éléments chauffants permettent de fournir l’énergie thermique supplémentaire nécessaire à la fonte des granules de plastique. Ainsi environ 20% de l’énergie nécessaire au passage à l’état liquide provient des éléments chauffants et 80% provient de l’énergie mécanique de la vis.

Le recyclage du plastique implique des risques réels : des températures élevées, émanations de composés organiques volatiles et pièces mécaniques en mouvement. Il est essentiel de prendre des mesures de sécurité lors de l’utilisation de l’extrudeur.
3.1 Les composés organiques volatiles
Les résines plastique (HDPE, PP, ABS, etc.) sont en réalité la plupart du temps des composés (recettes) qui comportent toute une gamme d’ingrédients: pigments de couleurs, retardateurs de flammes, agents anti-oxydation, plastifiants, etc. Ainsi pour un type de plastique (ex: HDPE), on peut en réalité retrouver des milliers de recettes différentes. Il est impossible de connaître la composition précise de chaque objet de plastique recyclé et d’obtenir des conditions de procédé optimales.
De cette façon, les procédés de recyclage vont souvent dégrader les composés qui se retrouvent dans le procédé. La dégradation thermique des polymères et des composés émet des molécules complexes sous forme gazeuse qu’on appelle communément les Composés Organiques Volatiles. Ces molécules peuvent être hautement toxiques et cancérigènes. Certains types de plastiques émettent plus de COVs et sont plus nocifs pour la santé. La Figure 3 montre les quantités de COV émises en fonction du type de plastique recyclé.
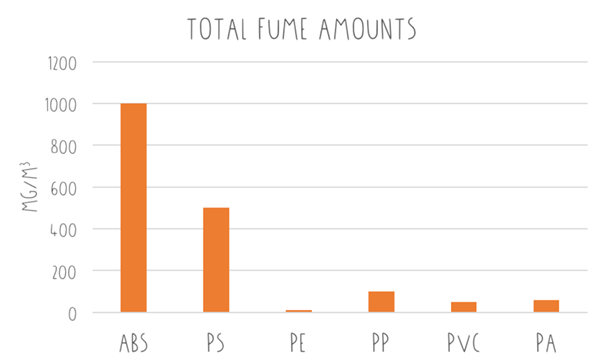
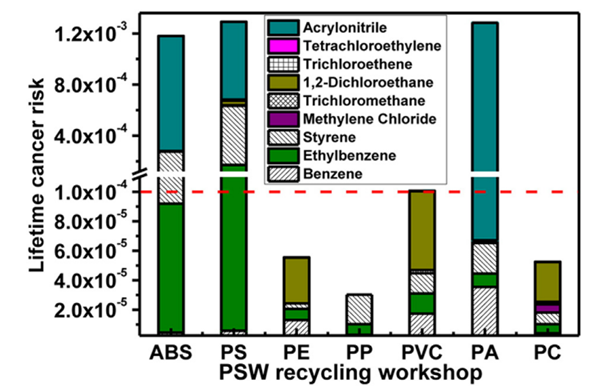
Attention: Le PVC et le PA n’émettent pas de grandes quantités de molécules, mais ces dernières sont particulièrement toxiques. Precious Plastic a produit une bonne recherche qui détaille les risques ainsi que les précautions à prendre (lien)
En conclusion, il est essentiel de mettre en place un système de ventilation pour capter les fumées qui se dégagent du procédé d’extrusion et de les filtrer avec un système de filtration par charbon activé. Il est aussi recommandé de porter un demi-masque avec des filtres pour les COVs (Figure 5). Les cartouches ont une durée de vie de 40h à l’air libre. Vu leur coût, il est recommandé de les mettre dans un contenant hermétique lorsqu’ils ne sont pas utilisés et de garder le compte des heures d’utilisation.

3.2 Équipements de protection individuelle (EPI)
Afin d’éviter les accidents, il est recommandé d’utiliser les équipements de protection individuels suivants:
- Gants résistants à la chaleur : obligatoires pour manipuler la buse, les moules et les pièces proches des éléments chauffants.
- Lunettes de protection : pour éviter les projections de plastique fondu.
- Masque respiratoire ou ventilation adéquate : la fusion du plastique dégage des vapeurs. Un espace bien ventilé ou équipé d'un système d'extraction d'air est indispensable.
3.2 Règles générales de sécurité
- Ne jamais laisser la machine chauffer sans surveillance.
- Tenir les enfants et les personnes non formées à distance.
- Avoir un extincteur à portée de main dans l'atelier.
- Vérifier régulièrement l'état des connexions électriques et des éléments chauffants.
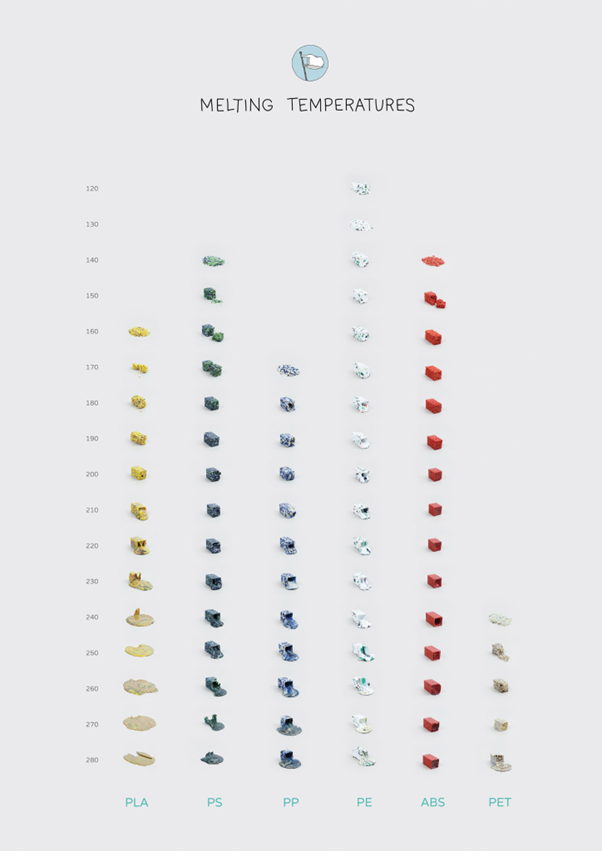
L'identification correcte du plastique est une étape cruciale. Les différents types fondent à des températures différentes et ont des comportements distincts lors de l'extrusion. Mélanger des types incompatibles peut bloquer la machine ou produire des résultats de mauvaise qualité.
PET - Polyéthylène Teraphtalate (n° 1)
Température: 260-280 °C
Important: Il est essentiel de déshydrater le PET avant de tenter le de faire fondre. En effet, il s’agit d’un polymère très hygroscopique, il absorbe l’eau. L’extrusion de PET humide dégrade rapidement le polymère et peut créer des bulles de gaz qui peuvent projeter du polymère fondu ou encore créer des pression dans le baril qui peuvent conduire à la défaillance de l’équipement.
HDPE — Polyéthylène haute densité (n° 2)
Température : 210-270 °C | Exemples : bouteilles de lait, flacons de shampooing, tuyaux
Excellent pour les poutres et briques — résistant, durable, facile à travailler. Plus ductile que le PP
LDPE — Polyéthylène basse densité (n° 4)
Température : 180-240 °C | Exemples : sacs plastiques, films alimentaires, tubes souples
Plastique plus mou — produit des pièces flexibles. Moins courant dans l'extrusion.
Difficile à broyer, mais peut être mis directement dans la presse à feuilles pour faire du «marbre»
PP — Polypropylène (n° 5)
Température : 200-280 °C | Exemples : boîtes alimentaires, pailles, couvercles, emballages
Très bon choix pour l'extrusion. Moins ductile que le HDPE.
PS — Polystyrène (n° 6)
Température : 200-280 °C | Exemples : barquettes alimentaires, boitiers de CD, etc.
Permet de faire de belle pièces translucides.
Danger de COV élevé.
PLA - Acide Polylactique (n° 7)
Température: 180 °C | Exemples : Pièces d’impression 3D, emballages compostables
Conseil pratique : triez et nettoyez soigneusement vos plastiques avant l'extrusion. La présence d'eau, d'huile ou d'autres contaminants peut provoquer des bulles, des craquements ou une dégradation du matériau. Le plastique broyé en petits copeaux homogènes donne les meilleurs résultats.
L'un des grands avantages de l'extrudeur est sa polyvalence et la variété des possibilités de mise en forme à la sortie de ce dernier. Cette section se veut une inspiration à la créativité, n’hésitez pas à explorer vos propres méthodes et à vous amuser.
La technique main libre
Dans cette approche, le plastique fondu sort de la buse en un filet continu que l'opérateur façonne manuellement en construisant des couches successives, un peu comme une impression 3D artisanale. Cette méthode demande de la pratique mais ouvre un champ créatif immense.

Extrusion de profilés
Une des techniques les plus adaptée à l’extrusion est la création de profilés de plastique. Dans un procédé industriel, la filière donne la forme au profilé et ce dernier est rapidement refroidi dans un bain d’eau et est ensuite tiré en continu ce qui permet de produire une longueur infinie en théorie (tuyaux, fils électriques, etc.)
Dans le cadre d’une opération de micro-recyclage, les limitations d’espace et de budget rendent une ligne de production continue plus difficile. Or, il existe une technique simple et artisanale pour la fabrication de profilés: Il suffit d’extruder directement à l’intérieur de profilés d’acier. La figure 6 illustre cette technique.

Ressources:
https://community.preciousplastic.com/library/extrude-different-textures
https://community.preciousplastic.com/library/make-glass-like-beams
https://community.preciousplastic.com/library/make-a-t-shape-beam-
Profilés de grande taille
Un des principaux «hack» intéressant avec l’extrudeur est qu’il est possible de créer des grosses pièces avec une petite machine. Par exemple, la poutre illustré à la Figure 7 a été produite avec un extrudeur de 30mm.

Pour que cette technique soit un succès, il y a quelques éléments essentiels à mettre en place:
- Il faut garder la résine en fusion tout au long du procédé. Il est donc essentiel de chauffer le moule afin d’éviter que le plastique ne refroidisse avant la complétion de la pièce. Cela peut se faire à l’aide d’un four dédié ou encore de hot runners.
- Il faut appliquer une faible pression sur la matière afin que le moule se remplisse. Pour ce faire, il est possible de fabriquer un plongeur mobile qui vient se glisser dans le moule et qui, au fil de l’extrusion de la poutre, se trouve à avancer avec la matière.

L'utilisation de moules
Pour des productions plus régulières et des formes précises, l'extrudeur peut être couplé à des moules fixés directement sur la buse (Figure 9). Attention, il faut être extrêmement prudent avec cette technique, car il est difficile de savoir lorsque le moule est plein. La technique commune consiste à placer des trous aux points éloignés du moule qui permettent d'évacuer l'air. De plus, lorsque le plastique commence à sortir par le trou, si ce dernier a été judicieusement placé, cela veut dire que le moule est plein.
Pour l'utilisation de cette technique, il est recommandé d'installer un capteur de pression: lien. Une autre option consiste à garder le moule fermé seulement à partir de serres munies d'un ressort (ex: Vise grip). Cela permet à l'utilisateur de surveiller les pinces, si elles commencent à ouvrir, la pièce est complète ou encore le moulage fait défaut et on doit arrêter l'extrudeur. Dans tous les cas, la prudence est de mise avec cette technique.
Dégradés de couleur
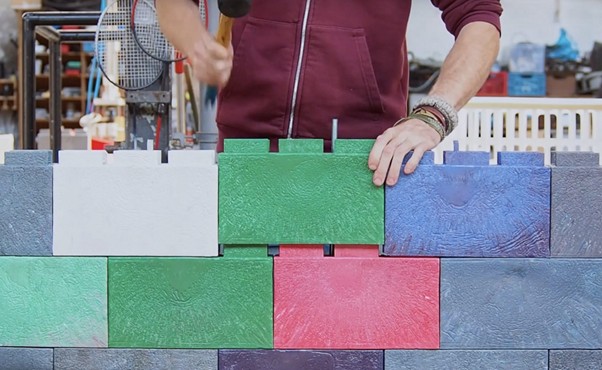
Dans la technique de profilés artisanale, le plastique se déplace dans le moule de manière assez particulière. En effet, il se crée un vaisseau chaud et liquide au centre du profilé. La matière qui émerge du vaisseau est poussée vers la paroi du moule et s’y refroidit rapidement. En jouant avec différentes couleurs, lors de l’extrusion, il est possible de créer des dégradés extrêmement captivants qui se dévoilent lorsque le profilé est coupé. La Figure 10 montre la variation de couleur au long d’un profilé ayant été coupé à intervalles régulières.



Chauffage du moule
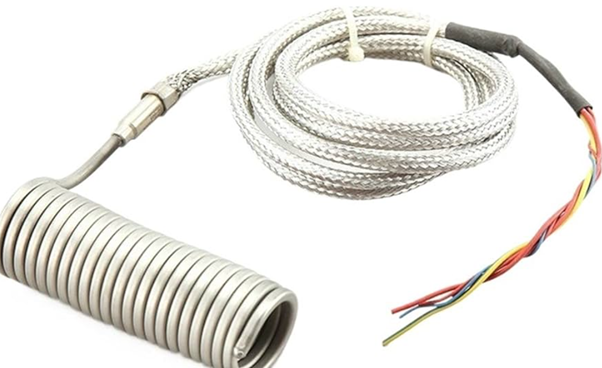
Le fait d’avoir un moule froid va créer un fini du type «peau d’orange». Cela est dû au refroidissement rapide du polymère sur la paroi et à la faible pression de la résine dans le moule. Ce fini peut être intéressant pour certaines applications, mais si on cherche un fini lisse, il faut se munir d’outils supplémentaires. En chauffant le moule à la température de fusion du polymère, on parvient à obtenir un fini quasi miroir. C’est possible en mettant le moule dans un four ou encore en utilisant des éléments chauffants temporaire qui sont placés à la surface du moule.
Des éléments chauffants de type «hot runner» (Voir Figure 11) sont flexibles et peuvent être adaptés à la forme du moule.
Pliage avant refroidissement
Cette technique consiste à sortir un profilé de son moule rapidement et avant qu’il ait eu le temps de refroidir complètement. Il est alors encore assez malléable pour être plié et/ou formé en fonction d’un forme voulue (ex: un cercle). Il est possible de s’aider du pistolet chauffant si les formes recherchées demandes des rayons de courbures serrés ou si le temps d’installation dans le gabarit est long ou si le type de plastique a tendance à refroidir rapidement.
Monter un atelier d'extrusion ne nécessite pas un investissement colossal, mais requiert une bonne organisation de l'espace et un équipement adapté. Cette section vise à décrire les outils qui permettent de rendre l’opération de l’extrudeur plus facile.
- Outils (brosse ronde et spatule/tournevis) en laiton (ou métal de dureté inférieure aux composants à nettoyer) pour le nettoyage de la vis

Figure 17: Spatules de laiton - Embout de moule en queue d’aronde. Cet embout permet d’éviter de visser et dévisser les moules à chaque pièce. Cela permet une production plus rapide lien
- Seau d’eau: Conserver un seau d’eau à proximité permet de tremper le bout du profilé afin de lui permettre de refroidir et de l’éjecter du moule rapidement.
- Longue tige d’acier: Cette dernière permet d’éjecter les profilés des moules de poutres en frappant la pièce à l’aide d’une masse.
- Huile de silicone: Huile l’intérieur des moules afin d’éviter la corrosion et faciliter le démoulage