 // Outils technologiques //
// Outils technologiques //
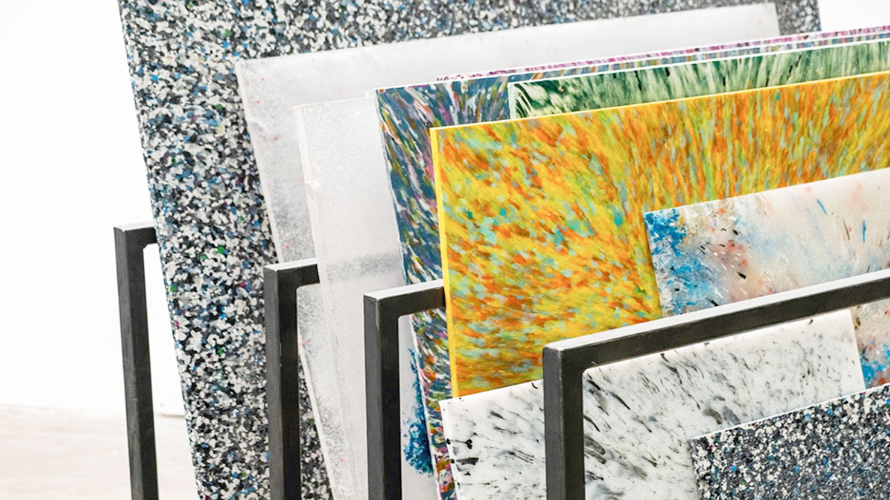
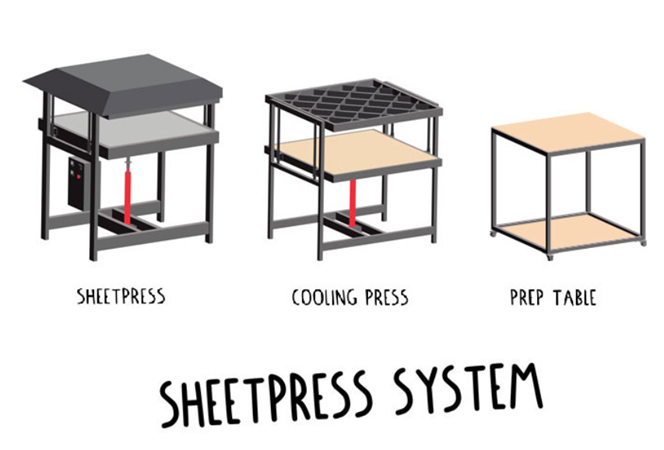
La presse à feuille, comme l’indique son nom, permet de produire des feuilles de plastique recyclé à partir de granules. Cette machine bien qu’elle ne permette pas de traiter de grandes quantités de matières dû à son temps de cycle élevé, permet de produire des pièces au motifs incomparables (Figure 1). La Figure 2 montre un exemple de presse à feuille adaptée aux micro ateliers de plastique.
Le fonctionnement de cette machine est plutôt simple. Les machoires du haut et du bas sont munies d’éléments chauffants. En plaçant des granules thermoplastiques entre ces surfaces chaudes, la chaleur est transférée des machoires aux granules et permet des faire fondre ces dernières. La presse est munie d’un cylindre hydraulique qui permet de refermer le moule sur la matière et d’un ressort, qui permet de garder une pression entre les granules et le moule au fur et à mesure que les granules fondent (Figure 3).

Par ailleurs, il est possible de s’apercevoir à la Figure 2 qu’il est recommandé d’avoir une presse chaude ainsi qu’un presse de refroidissement. En effet, passé à l’état liquide, le plastique a accumulé une grande quantité d’énergie thermique. Pour éviter le phénomène de gauchissement (warping). Il faut le faire refroidir à plat. Il peut être pratique d’avoir une surface de préparation des mélanges, mais cela peut aussi être fait directement dans la presse.
Le recyclage du plastique implique des risques réels : des températures élevées, émanations de composés organiques volatiles et pièces mécaniques en mouvement. Il est essentiel de prendre des mesures de sécurité lors de l’utilisation de l’extrudeur.
3.1 Les composés organiques volatiles
Les résines plastique (HDPE, PP, ABS, etc.) sont en réalité la plupart du temps des composés (recettes) qui comportent toute une gamme d’ingrédients: pigments de couleurs, retardateurs de flammes, agents anti-oxydation, plastifiants, etc. Ainsi pour un type de plastique (ex: HDPE), on peut en réalité retrouver des milliers de recettes différentes. Il est impossible de connaître la composition précise de chaque objet de plastique recyclé et d’obtenir des conditions de procédé optimales.
De cette façon, les procédés de recyclage vont souvent dégrader les composés qui se retrouvent dans le procédé. La dégradation thermique des polymères et des composés émet des molécules complexes sous forme gazeuse qu’on appelle communément les Composés Organiques Volatiles. Ces molécules peuvent être hautement toxiques et cancérigènes. Certains types de plastiques émettent plus de COVs et sont plus nocifs pour la santé. Les Figures 4 & 5 montrent les quantités de COV émises en fonction du type de plastique recyclé.
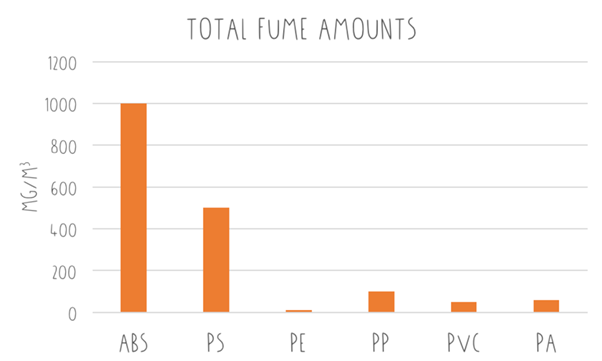
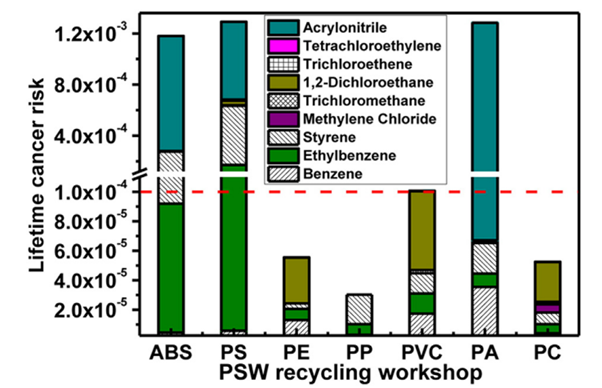
Attention: Le PVC et le PA n’émettent pas de grandes quantités de molécules, mais ces dernières sont particulièrement toxiques. Precious Plastic a produit une bonne recherche qui détaille les risques ainsi que les précautions à prendre (lien)
En conclusion, il est essentiel de mettre en place un système de ventilation pour capter les fumées qui se dégagent du procédé d’extrusion et de les filtrer avec un système de filtration par charbon activé. Il est aussi recommandé de porter un demi-masque avec des filtres pour les COVs (Figure 6). Les cartouches ont une durée de vie de 40h à l’air libre. Vu leur coût, il est recommandé de les mettre dans un contenant hermétique lorsqu’ils ne sont pas utilisés et de garder le compte des heures d’utilisation.

3.2 Équipements de protection individuelle (EPI)
Afin d’éviter les accidents, il est recommandé d’utiliser les équipements de protection individuels suivants:
- Gants résistants à la chaleur : obligatoires pour manipuler la buse, les moules et les pièces proches des éléments chauffants.
- Lunettes de protection : pour éviter les projections de plastique fondu.
- Masque respiratoire ou ventilation adéquate : la fusion du plastique dégage des vapeurs. Un espace bien ventilé ou équipé d'un système d'extraction d'air est indispensable.
3.2 Règles générales de sécurité
- Ne jamais laisser la machine chauffer sans surveillance.
- Tenir les enfants et les personnes non formées à distance.
- Avoir un extincteur à portée de main dans l'atelier.
- Vérifier régulièrement l'état des connexions électriques et des éléments chauffants.
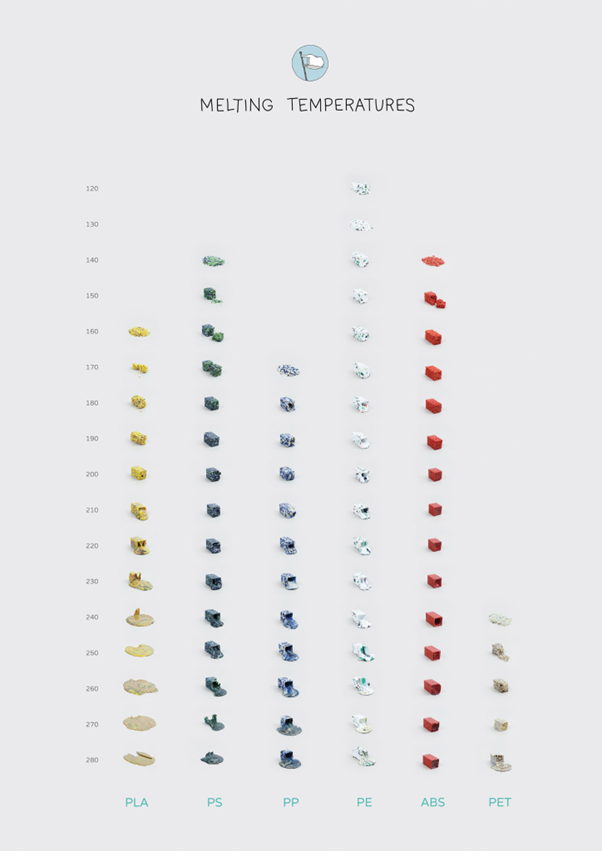
L'identification correcte du plastique est une étape cruciale. Les différents types fondent à des températures différentes et ont des comportements distincts lors de l'extrusion. Mélanger des types incompatibles peut bloquer la machine ou produire des résultats de mauvaise qualité.
PET - Polyéthylène Teraphtalate (n° 1)
Température: 260-280 °C
Important: Il est essentiel de déshydrater le PET avant de tenter le de faire fondre. En effet, il s’agit d’un polymère très hygroscopique, il absorbe l’eau. L’extrusion de PET humide dégrade rapidement le polymère et peut créer des bulles de gaz qui peuvent projeter du polymère fondu ou encore créer des pression dans le baril qui peuvent conduire à la défaillance de l’équipement.
HDPE — Polyéthylène haute densité (n° 2)
Température : 210-270 °C | Exemples : bouteilles de lait, flacons de shampooing, tuyaux
Excellent pour les poutres et briques — résistant, durable, facile à travailler. Plus ductile que le PP
LDPE — Polyéthylène basse densité (n° 4)
Température : 180-240 °C | Exemples : sacs plastiques, films alimentaires, tubes souples
Plastique plus mou — produit des pièces flexibles. Moins courant dans l'extrusion.
Difficile à broyer, mais peut être mis directement dans la presse à feuilles pour faire du «marbre»
PP — Polypropylène (n° 5)
Température : 200-280 °C | Exemples : boîtes alimentaires, pailles, couvercles, emballages
Très bon choix pour l'extrusion. Moins ductile que le HDPE.
PS — Polystyrène (n° 6)
Température : 200-280 °C | Exemples : barquettes alimentaires, boitiers de CD, etc.
Permet de faire de belle pièces translucides.
Danger de COV élevé.
PLA - Acide Polylactique (n° 7)
Température: 180 °C | Exemples : Pièces d’impression 3D, emballages compostables
Conseil pratique : triez et nettoyez soigneusement vos plastiques avant l'extrusion. La présence d'eau, d'huile ou d'autres contaminants peut provoquer des bulles, des craquements ou une dégradation du matériau. Le plastique broyé en petits copeaux homogènes donne les meilleurs résultats.
La presse à feuille permet d’obtenir des feuilles de matières et d’épaisseurs différentes. Cependant, la plupart des applications demanderont des transformations afin d’obtenir un produit fini. Cette section vise à montrer quelques techniques, à donner des inspirations et à regrouper les liens vers les ressources pertinentes.
La technique de pliage par la chaleur
Dans cette approche, une source de chaleur (exemple: heatgun) est appliquée sur le dessus et le dessous de la feuille. Une fois que cette dernière est suffisamment malléable, elle peut être pliée en suivant un guide.
Les différents types de plastique, l’épaisseur de la feuille et le rayon du pli auront tous une influence sur cette méthode. Il est recommandé de plier graduellement et d’ajouter de la chaleur au besoin.


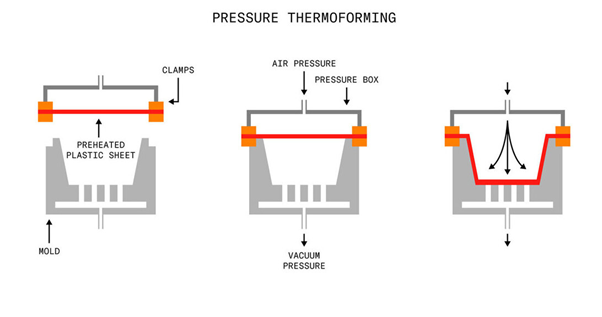
Thermoformage
Une technique semblable au pliage par la chaleur se nomme le thermoformage. Cette technique consiste à chauffer la feuille entière pour ensuite la mouler. Le moulage se fait la plupart du temps en industrie par vacuum au travers d’un moule poreux. Il est aussi possible de placer la feuille simplement sur un moule 1 pièce et lui donner la forme à la main.
Il serait ainsi possible de penser prendre une feuille ayant eu un certain temps de refroidissement dans la presse froide et de la thermoformer. Une autre option consiste à placer une feuille déjà formée dans la presse chaude afin de la ramollir assez pour permettre son moulage.


Référence:
https://community.preciousplastic.com/library/bend-with-the-sheetpress
Polir les feuilles
Il est possible de donner un fini de surface lisse et brillant aux feuilles. Le guide mis en référence donne tous les détails. :)

Référence: https://community.preciousplastic.com/library/make-your-sheet-shiny
Étampage
Étamper les feuilles peut être une manière rapide d’ajouter une personnalisation, une image de marque ou encore d’identifier le type de plastique utilisé pour créer la feuille. En effet, il est important de s’assurer que les produits pourront eux aussi être recyclés en fin de vie.
Une première technique consiste à chauffer une étampe de métal et à presser cette dernière contre la feuille (Figure 15).

Une deuxième technique consiste à presser une étampe de métal à froid contre la feuille et d’embosser cette dernière grâce à la force mécanique. Il est recommandé d’utiliser un matériau dur comme de l’acier-outil pour que l’étampe ait une meilleure durée de vie.
Important: Assurez-vous de designer votre étampe pour être l’image miroir de l’image que vous désirez étamper.
Référence: https://community.preciousplastic.com/library/stamp-products-fast-without-heating
Soudure
Un peu comme la soudure du métal, il est possible de souder des pièces de plastique ensemble et de leur donner des propriétés structurelles.
La technique consiste à faire fondre les pièces à souder ensemble au niveau du joint tout en ajoutant du matériel d’apport qui est du même type que les pièces à souder. Il est possible d’acheter des soudeuses à plastique à prix raisonnable. Autrement, un fusil chaud (heatgun) peut faire le travail, mais il est recommandé d’y ajouter un embout permettant de concentrer le flux de chaleur à la zone à travailler.

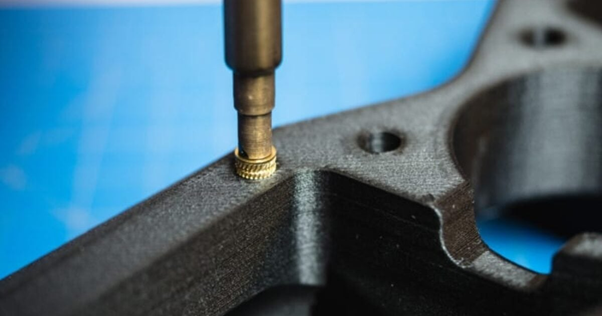
Ajout d’inserts filetés
Afin de faire des assemblages mécaniques, il est possible d’utiliser des inserts métalliques pour faciliter l’utilisation de boulons. Il existe plusieurs types d’inserts, mais un type d’insert particulièrement facile à utiliser dans les thermoplastiques est un insert mis en place par chaleur (voir Figure 17). Afin d’installer ces derniers, il suffit de percer le matériel à la taille de trou spécifiée par le manufacturier (ou encore de choisir une mèche légèrement plus petite que le diamètre extérieur de l’insert). Ensuite, à l’aide d’un fer à souder, il suffit de placer l’insert au dessus du trou et de placer la pointe du fer sur le dessus. La chaleur fera fondre le plastique et l’insert s’enfoncera dans la matière. Il est impératif de tenter de rester le plus perpendiculaire possible à la surface de la feuille[1].
[1] Il existe aussi de petites presses qui permettent de faciliter l’alignement normal à la feuille.
Coupe, planage, usinage
Les feuilles de plastique peuvent être travaillées avec la plupart des outils d’ébénisterie. Assurez-vous de bien nettoyer après vos opérations de coupe pour éviter de propager des microplastiques. :)

Monter un atelier d'extrusion ne nécessite pas un investissement colossal, mais requiert une bonne organisation de l'espace et un équipement adapté. Precious Plastic a produit une excellente vidéo couvrant les notions de base de mise en place d’un atelier de feuilles. Il est recommandé de le regarder avant d’utiliser l’équipement: https://www.youtube.com/watch?v=TNG2f_hKc_A.
Outils de base
- Presse à feuilles
- Moules de différentes épaisseurs en acier, aluminium ou acier inoxydable. Le fini de surface du moule aura un impact direct sur le fini de surface de la feuille
- EPI
- Outils en laiton (ou d’une dureté moins élevée que la surface du moule)[1]

Figure 19: Spatules de laiton - Agent démoulant (huile de silicone ou autre)
- Feuille de calcul de Marble Plastics. Cette feuille vous permettra de prévoir les quantités de matières à placer dans votre moule en fonction de ses dimensions.
[1] L’utilisation d’outil plus durs que le moule pour le nettoyer ou décoller les feuilles créera des égratinures qui rendront les feuilles encore plus plus difficiles à décoller du moule.