 // Fabrication numérique //
// Fabrication numérique //
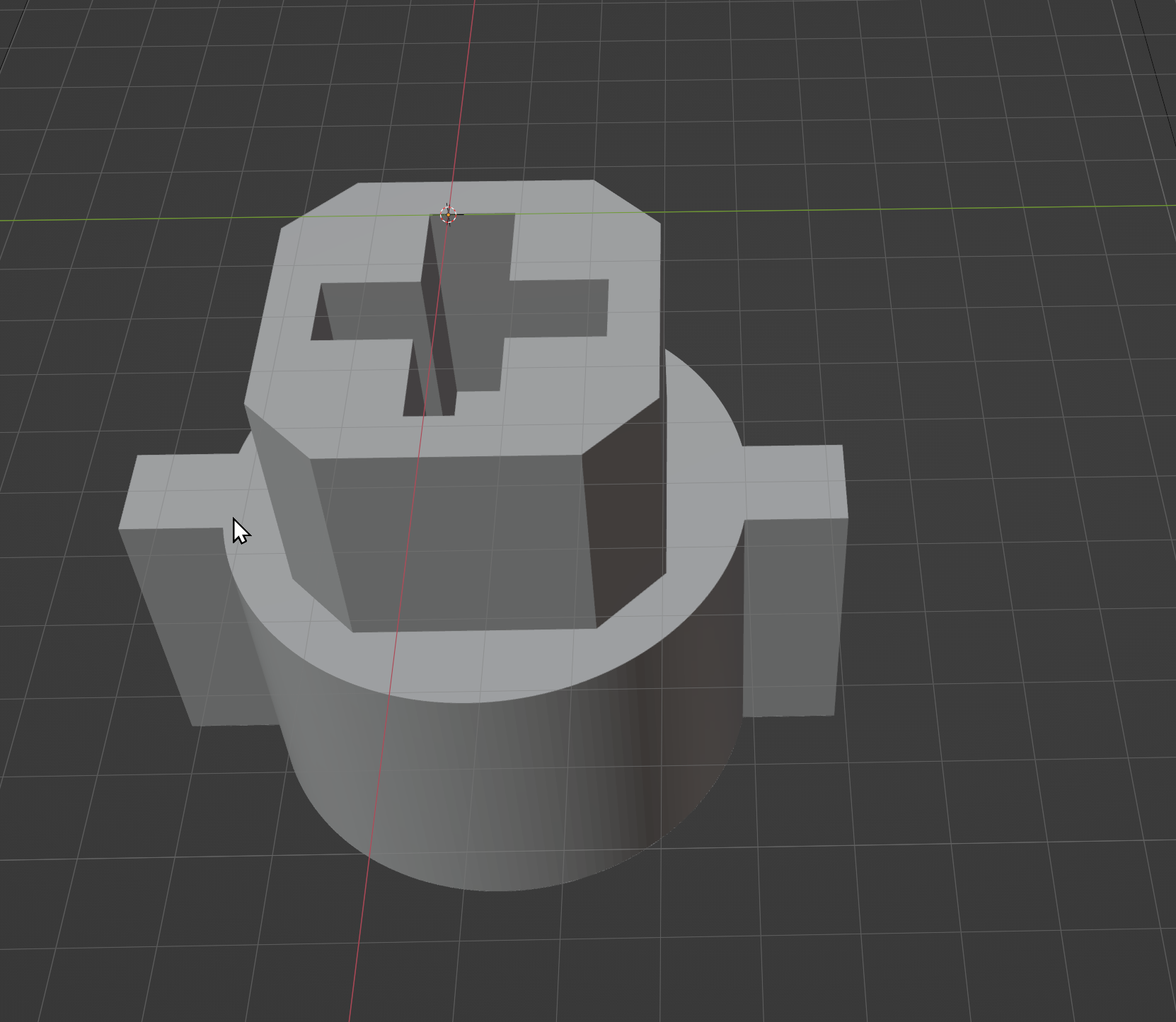
1. Création de la touche
Un modèle existant a d’abord servi de point de départ permettant de concevoir une touche hybride. Toutefois, ce modèle ne pouvait pas être utilisé tel quel, car il n’était pas fait pour être imprimé. Lors de l’étape de modélisation, la lettre a été étirée verticalement, puis découpée selon la forme de la touche. Une forme de touche a ensuite été ajoutée par-dessus pour la découper, ce qui crée un espace négatif dans cette touche. Ce procédé permet de produire les lettres facilement.



Ces modèles ont servi de référence :
> SA Profile Keycap Models
> Cherry MX Keycaps
>Parametric mechanical Keycap Library
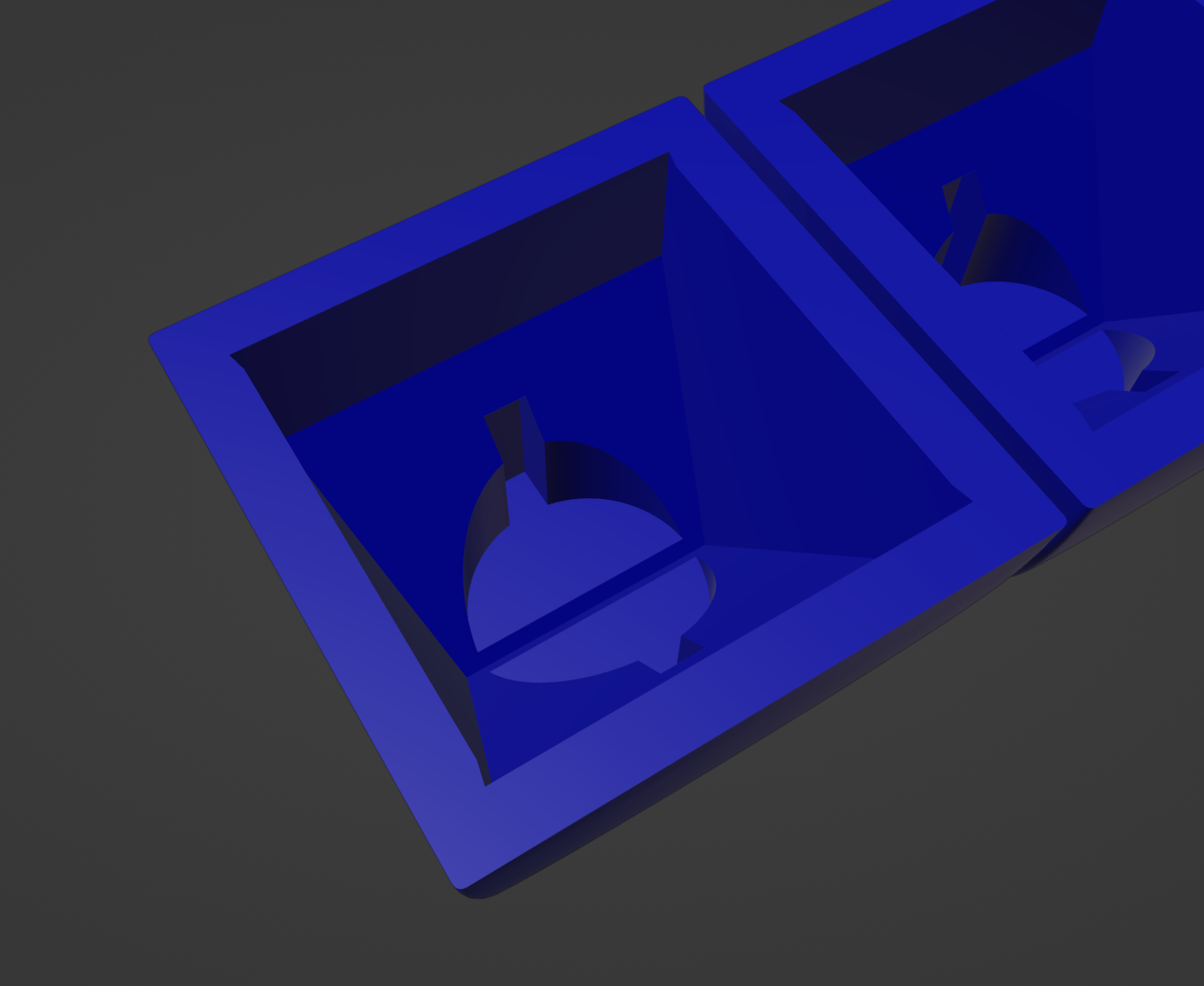
2. Création d'une cheville
La cheville est en fait une pièce qui est insérée dans la touche. Plusieurs versions ont dû être imprimées pour trouver la dimension adaptée à la touche.
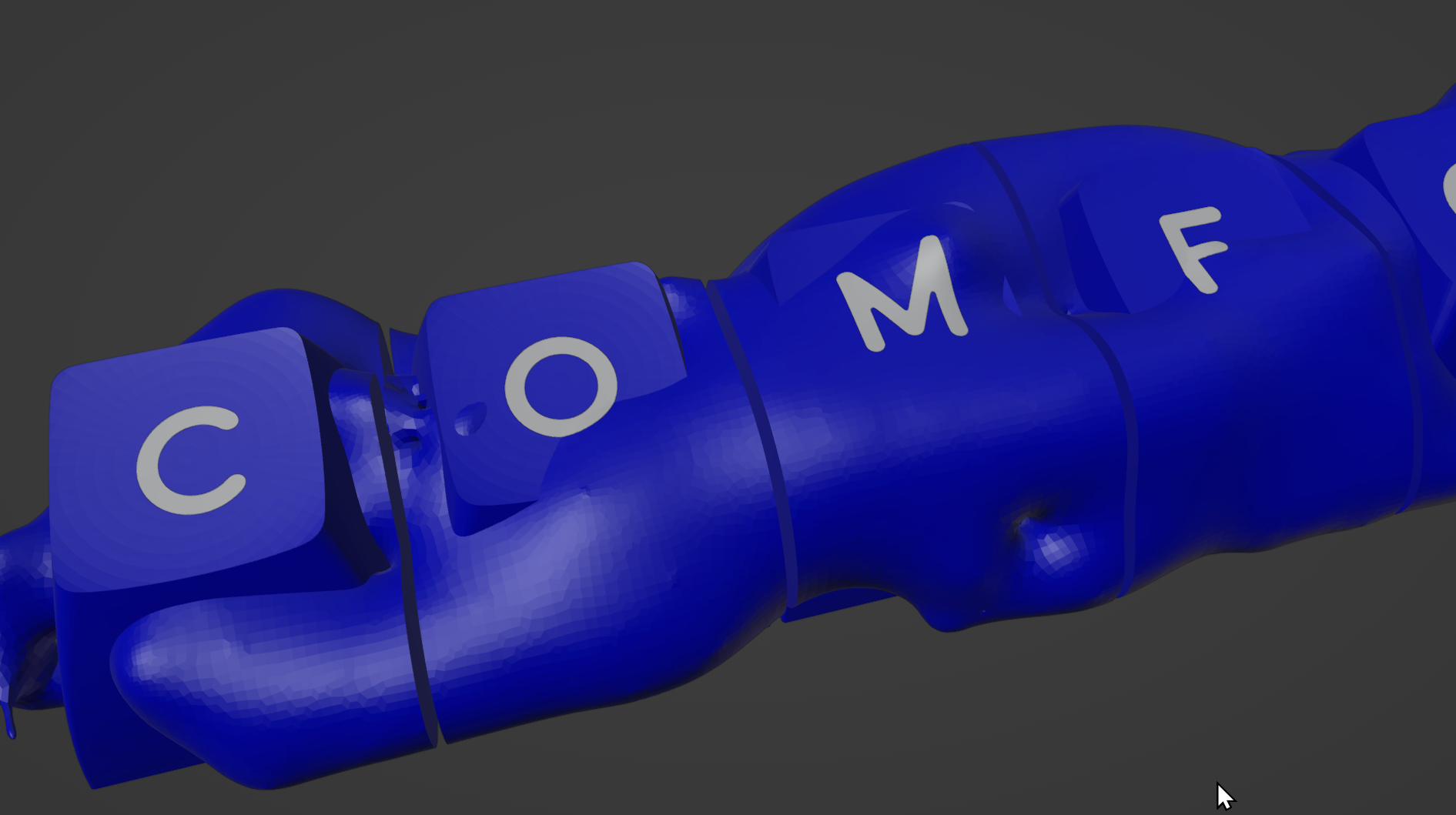
3. Création d’un système paramétrique permettant des "dégoulinures"
Le système paramétrique a été utilisé pour générer des formes organiques de manière infinie. En modifiant une forme de base, ce paramètre permet de la faire évoluer jusqu’à obtenir le design souhaité. Grâce à ce système, il a été possible de générer des lettres et des formes automatiquement, plutôt que de les modéliser individuellement une par une.

1. Imprimante
Les plastiques compatibles avec le polissage à l’acétone sont plus difficiles à imprimer. Idéalement, on doit réduire les courants d'air et conserver une température ambiante plus élevée. Placer l'imprimante dans un endroit clôt permet de contrôler la température lors de l’impression. La température idéale est entre 40 et 50 degrés Celsius. Certaines imprimantes, comme la Bambu Lab X1 sont fermées (enclosed) et facilite l'utilisation de ces plastiques.
2. Filtre
Les plastiques ASA et ABS dégagent des odeurs et fumées potentiellement dangereuses. Il est possible de fabriquer un filtre au charbon DIY conçu pour les imprimantes Voron, permettant de filtrer l’air ambiant et la faire circuler sans perte de chaleur.
Voici quelques exemples de filtre qui peuvent être imprimé!
> Nevermore.

>Bentobox

3. Plastique
À noter que ce ne sont pas tous les plastiques d'impression 3D qui sont compatibles avec le processus de finition à l’acétone. De plus, ce ne sont pas tous les plastiques ABS/ASA qui réagissent aussi à l'acétone. Ceux vendu par SPARTA 3D Canada sont de bonne qualité. Il en existe même avec des brillants (goût personnel, ici!) Si vous en testez et trouvez d'autres qui vont ben, merci de les mentionner en commentaire!
4. Ajustement
La majorité des tests ont été effectués à 0,20 mm layer height (épaisseur de chaque couche) avec un nozzle (buse) 0,60 mm 0,10 mm (0,3 mm nozzle). C’est un bon ajustement, quoique très lent.
1. Blobs
- Solution 1 : Sécher le filament, à 70-80 degrés Celsius, pendant 6 heures ou plus.
- Solution 2 : Ajuster la rétraction à 0,8 mm ou plus et réduire Lift Z.
2. Stringing (fils qui relient deux parties d’une même pièce)

- Utiliser plus de ventilation (fan) pour les éliminer bridges (60%, voire même 80% au besoin).
- Attention : trop de ventilation (fan) pourrait nuire et warper plus le modèle si, par exemple, l’impression n’est pas réalisée dans une boite qui permet d’avoir une température ambiante plus élevée.
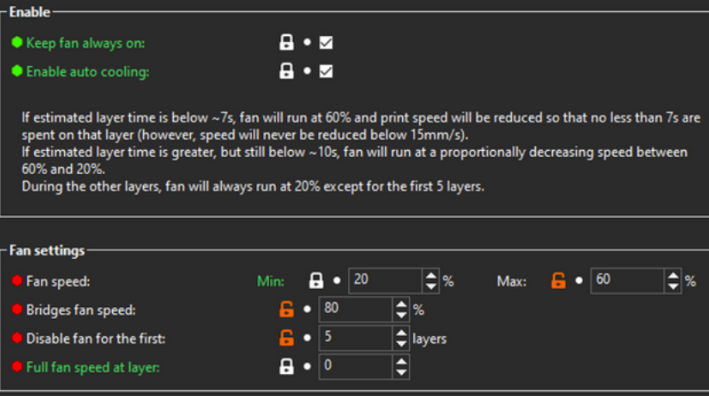
Par exemple, pour imprimer la cheminée de Benchy, il aurait fallu plus de ventilation (fan) pour faire les petites couches (petits layers.) Les couches créées avec une vitesse d’impression trop rapide n’ont pas le temps de refroidir et vont causer des problèmes s’il n’y a pas un ralentissement ou s’il n’y a pas de ventilation (fan).


1. Le sablage
- Sabler permet de réduire l’apparence des lignes d’impression ou des supports.
- L'ABS et l’ASA se sablent très bien; mieux que le plastique PLA. Il faut bien nettoyer les pièces avec de l’eau.
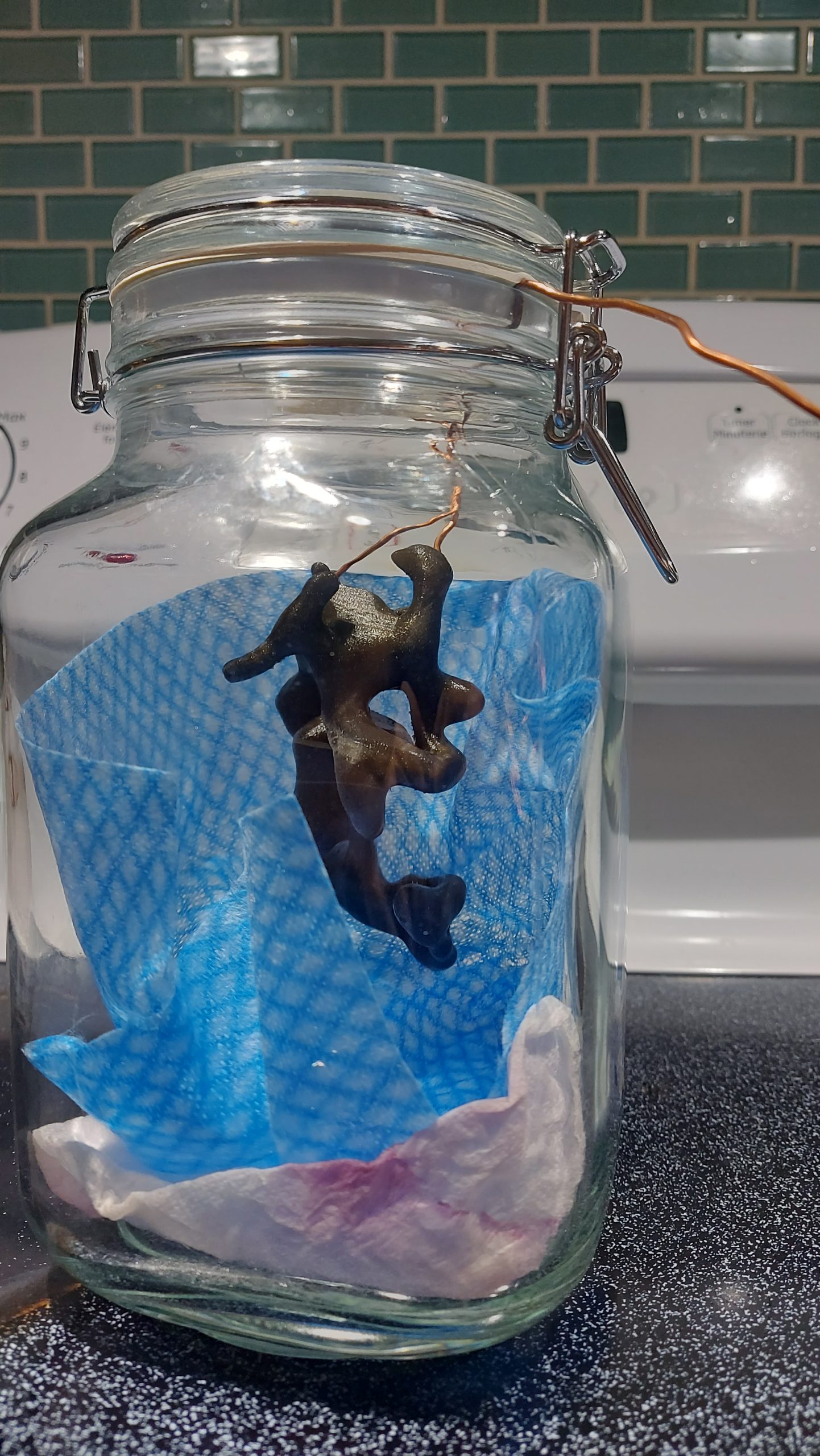
2. Polissage à l’acétone * À noter que le polissage à l’acétone de l’ASA et l’ABS dégage des fumées potentiellement dangereuses. Veuillez porter l'équipement de protection adéquat. *
-
L’acétone permet une finition lisse qui ne nécessite pas de sablage. Pour faire le lissage à la vapeur, voici un exemple de contenant dont les essuie-tout sont légèrement imbibé d’acétone. Le processus a pris environ 2 heures.

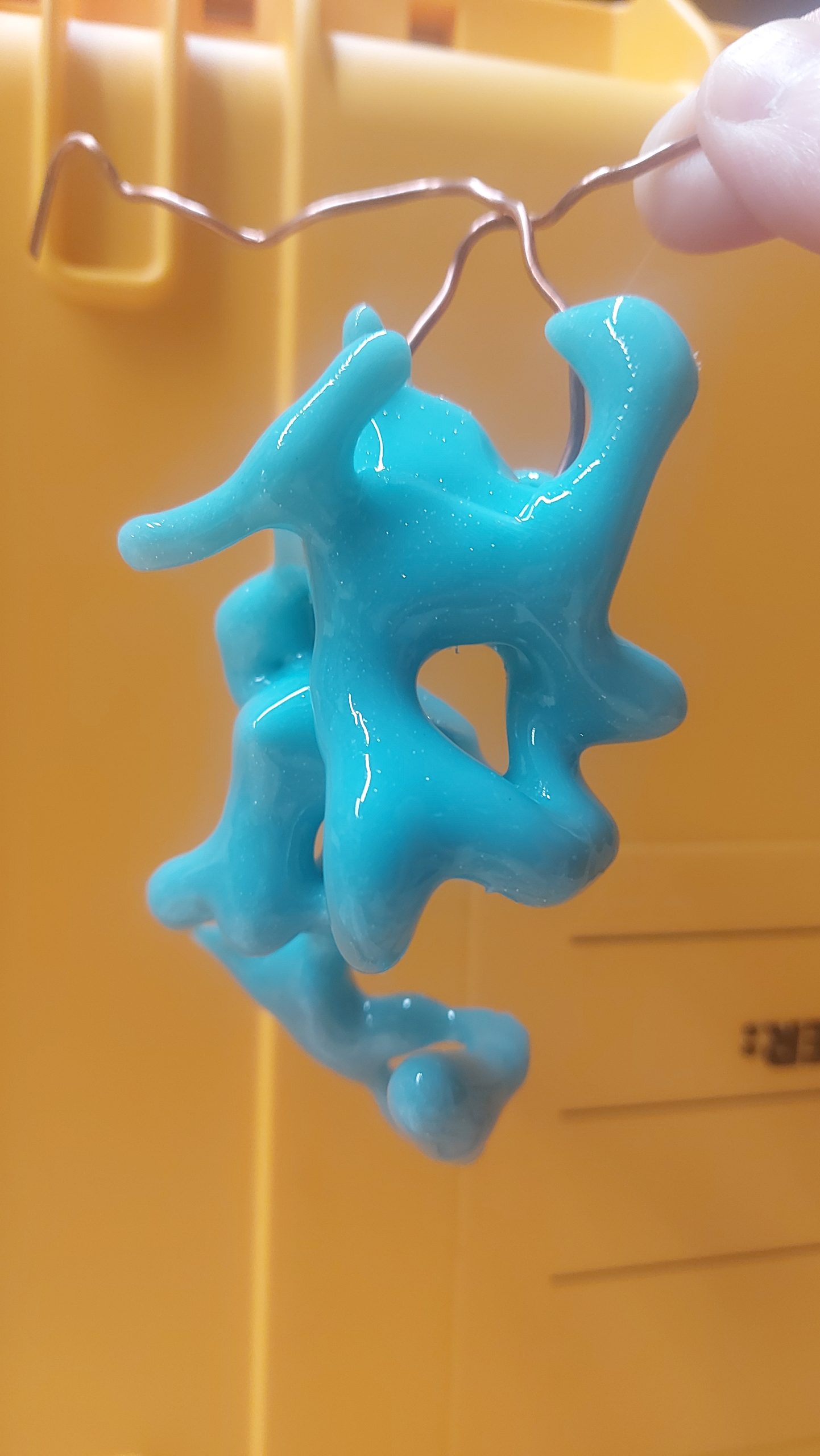

-
Des bulles peuvent se former si la pièce de plastique est laissé trop longtemps dans le solvant (4-5 heures).

Trucs pour plus d’adhésion :
- Ne pas mettre de colle sur le smooth bed (surface de l’imprimante où est déposé le plastique). Ça dépend du bed.
- Mettre un brim (contour)autour de la base du modèle 3D aide beaucoup avec le plastique ASA.
- Augmenter la température du bed (à 110 degrés Celsius plutôt que 100).
- Z adjust un peu plus bas (genre de problème qui n’existe plus avec l'imprimante Bambu Lab).
- Hair spray (pas testé)
Organic support : exemple de supports organiques efficaces et facilement détachables

Conclusion
Ce projet a permis de réfléchir autrement la fabrication dans le processus de création à l’aide de l’impression 3D dans une optique de produire seulement ce qui est nécessaire et l'acquisition de nouvelle connaissance, notamment avec l'imprimante Bambu Lab et la finition à l'acétone tel qu'abordé dans cet article.

Références
- https://ellis3dp.com/Print-Tuning-Guide/
- https://all3dp.com/2/3d-print-zits-tips-tricks-to-avoid-blobs/
drying filament (teindre le filament)
Vapor polish abs refs (références pour le polissage d’ABS à la vapeur)


